Adhesive Resins and Tie Layers
Today's plastic packaging films are most often multilayer films that combine the properties of two or more materials. The combination of different polymer layers lowers the gas and vapour permeability, reduces cost, and improves the mechanical properties such as puncture and tear resistance. However, often dissimilar materials, when coextruded to a multilayer film, do not adhere well to each other which results in delamination and poor mechanical properties. To improve adhesion between poorly adhering layers, special adhesive polymers or tie resins have been developed. These resins are typically polyethylene copolymers of polar and nonpolar repeat units and with or without functional reactive groups. Often proprietary modifiers are added to further improve certain physical properties such as peel strength.
What type of tie layer resin is used depends on the plastics to be bonded and on the adhesive strength needed. Typical non-reactive tie resins include ethylene vinyl acetate (EVA) and ethylene methyl acrylate (EMA). Other important tie resins include acid modified olefin copolymers like ethylene acrylic acid (EAA) and ethylene methacrylic acd (EMAA). They are typically considered non-reactive since no or only a small portion of the acid groups undergo chemical reactions such as esterification. These resins still provide excellent adhesion to many polar polymers because they form strong hydrogen and polar bonds with many polar polymers such as Nylon and polyesters.
| Compound | Chemical Structure | Adheres well to |
|
Ethylene-vinyl acetate (EVA) |
 |
HDPE, LDPE, PP, PS, PVDC |
|
Ethylene-methyl acrylate (EMA) |
 |
HDPE, LDPE, PP, PS, PVDC |
|
Ethylene-acrylic acid (EAA) |
 |
PA, PET, Ionomers, LDPE, EVA, EMA, Al |
|
Ethylene-grafted-maleic anhydride (AMP) |
 |
PA, Al, EVOH, Cellulose |
The most important reactive tie layer resin is anhydride modified polyethylene (AMP).1 This adhesive resin is frequently employed when polyolefins have to be bonded to polyamides (Nylons) or to ethylene vinyl alcohol copolymers (EVOH). The anhydride reacts with amine end groups to form imides and with alcohols to form ester crosslinks. A very important parameter is the amount of functionality in the tie resin. The anhydride level is usually below one percent because a higher percentage is often cost prohibitive and/or does not yield enough improvements in performance and adhesion (peel strength) to justify the higher cost. AMPs can also be employed when no chemical reaction between the two resin layers takes place, as it is the case with PET and PVDC.
In the case of metalized films or aluminum foils, tie resins with acid functionalities are often the best choice. Typically copolymers of ethylene and acrylic acid and/or methacrylic acid (EAA, EMAA) are employed for these applications which also bond well to Nylon whereas acrylate modified olefin resins (EMA) are a good choice when the film has to adhere to inks and polyesters.
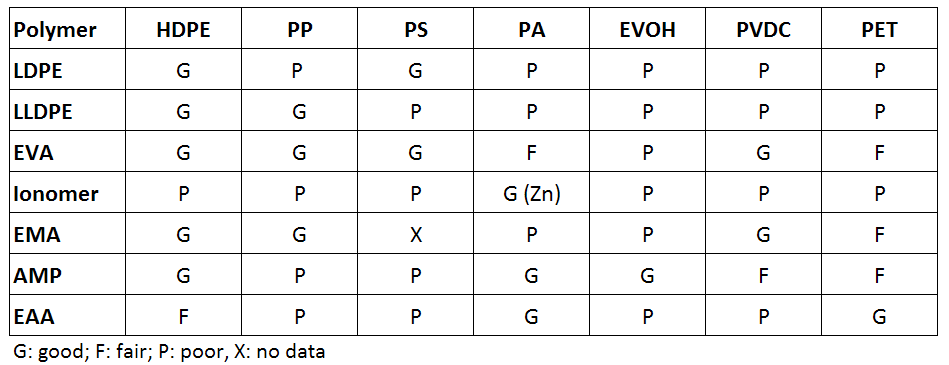
Tie layers are not needed when bonding chemically similar films, i.e. materials that are of similar polarity. This is, for example, the case for LLDPE-HDPE, LLDPE-PP, EVA-HDPE, EVA-PVDC, EVA-LDPE, and EVOH-PA (see table below).
Effect of Processing Conditions on Adhesion
The film anchorage is strongly affected by the process conditions. Adhesion generally improves with increasing melt contact time and increasing processing temperature whereas increased line speed (processing time), crystallinity and polymer orientation decreases adhesion. Consequently, an increased draw down ratio in cast films or blow up ratio in blown films lowers adhesion. The two most important processing parameters are melt temperature and processing time. A higher melt and die temperature accelerates chemical reactions and diffusion (polymer entanglement across the interface and chemical bonds between the layers). However, the processing temperature cannot be too high, because many resins used for packaging are sensitive to degradation like EVA and PVDC. Consequently, if the processing temperature has to be kept low, the processing time has to be increased. The thickness of the tie layer is also important; generally, adhesion increases with increasing layer thickness up to a plateau value.
1Anhydrides are usually grafted onto a polyethylene backbone. These resins are much more reactive than ordinary anhydride-ethylene copolymers with same percentage of anhydride because there is less steric hindrance involved, that is, the grafted anhydride groups are more accessible.